Project update 9 of 12
New Magnetic Holder, Release Films, and Accessories
by Alfredo BoniniHi everyone! We are delighted to share with you the details from this last month of manufacturing.
In the next few days, we expect to receive the last parts to begin assembly of the Lite3DP and its accessories. Most of these last parts experienced delays of some kind, including one part that had to be remanufactured, but we have kept pushing and doing our best to finish manufacturing as soon as possible. As is our custom, here is an image of some of the parts we’ve received in the last month:

Release Films Definition
In the last update, we reported that we were exhaustively testing the new ACF films. Finally, we have made a decision: we will include two release films with each machine and additional resin vat: one piece of NFEP film and one piece of ACF film. We believe that just as you will try different resins and find advantages and disadvantages in each, we offer you the possibility of doing the same with these two different state-of-the-art release films. This fits perfectly into the Lite3DP philosophy that advocates for its users to have full control of their machines and deep knowledge at all levels: firmware, hardware, software, and materials (including release films).
New Magnetic Holder for Mini Resin Vat
The decision to include release films of different thicknesses introduced the need to redesign the magnetic holder. Unlike the design of the standard resin vat that allows the use of different thicknesses of release films, self-compensating the distance of its stainless steel frame with the magnets, the magnetic holder initially designed for the mini resin vat altered the distance of the magnets with the bottom metal frames, consequently modifying its clamping force. In the new design, the upper wall was removed to introduce a handscrew knob which fixes the mini-vat to the magnetic holder, allowing the mini-vat to have different heights for different film thicknesses. The new design is reversible, allowing the handscrew to be placed on the left or right side (like the handscrew on the carriage, which can be relocated to the left side), anticipating the needs of left-handed users.

Here we were able to see one of the advantages of using 3D printed parts for production (remember that we use nylon parts manufactured with MJF technology, which match in strength and finish to our plastic injection parts), which we left as one of the last orders knowing that manufacturing takes only a week and in case any eventuality arose, which actually happened. If we had opted to work with another plastic injection mold for the new parts, any modification would add a delay of at least a month and a half.
The Out-of-Tolerance Part
We are lucky to have suppliers we can trust. One of them is undoubtedly the one that provides us with the 16 different machined parts. Only one part was out of tolerance, but it is already being manufactured again. This is the reflective cone, which could not fit into place. Here you can see the new, corrected part, beautifully made of polished stainless steel:

The Silicone Part, Chapter Three
Before the campaign was launched we had already manufactured the mold for the silicone cover of the standard resin vat. But we were not entirely satisfied with it, since it was a bit loose in the resin vat. To improve its fit, we decided to increase the thickness of all the walls, though this was not really well advised by our supplier. The part resulting from the modification feels more solid and robust, but it turned out to not have the expected elasticity. The tension resulting from a thicker top wall causes one of the corners to pop out. Here you can see both iterations, the last one on the right:

After thinking about different possibilities for fixing this problem, we decided to reduce the thickness of the upper wall to its initial value (1 mm), preserving the greater thickness of the side walls. During the writing of this update we have received a video from the supplier, to whom we sent a white 3D printed vat, proving that the new design fits well in the corners, leaving it somewhat loose on the sides. It will not provide a perfect seal, but we believe it will be a practical accessory to prevent the resin from solidifying or getting dirty and it will protect the release film.

Accessories Included with Every Machine
At this point we have also finished defining the set of accessories included with the machines: 1.5 and 2 mm Allen keys, M2-M3 wrench, two PET leveling cards for the two different thicknesses of the ACF film (0.3mm) and NFEP (0.127mm), one spatula, one replacement touch display FPC cable, and a replacement glass cover plate (the last two are just in case).
Paperwork & Packaging
In order to meet European regulations, we have already prepared declarations of conformity and multi-lingual safety information.
We have also designed eight different foam models to protect the different products on their long trip around the world:
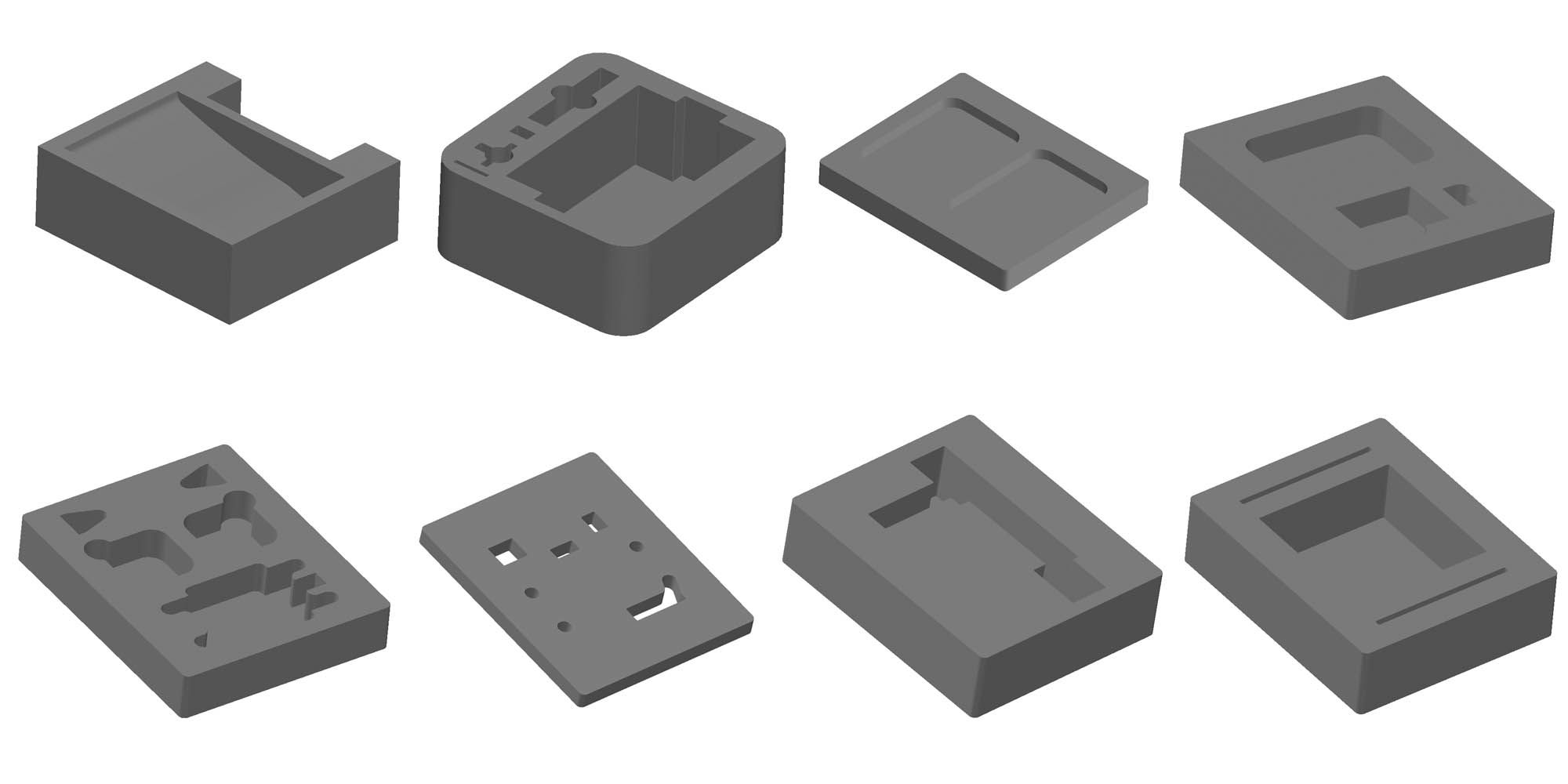
They are currently being manufactured in 30 kg/m3 anti-static PU foam.
Although there are already some people who have guessed the special packaging the machines will have (hi Terrence, thanks for your good vibes!), here is another image to prolong the suspense:

After receiving the beautiful sample in the above photo, we have already arranged mass manufacturing.
In addition to all of the above, we have many different designs of labels, anti-static bags, aluminized bags, bubble bags, etc.
See You Next Time!
We expect for the next update to be reporting the end of manufacturing, which we estimate will take us about three weeks longer than the end of May deadline we were aiming for. As always, all your comments and feedback are welcome, please write us using the Ask a Question link on our project page.
Thank you!















